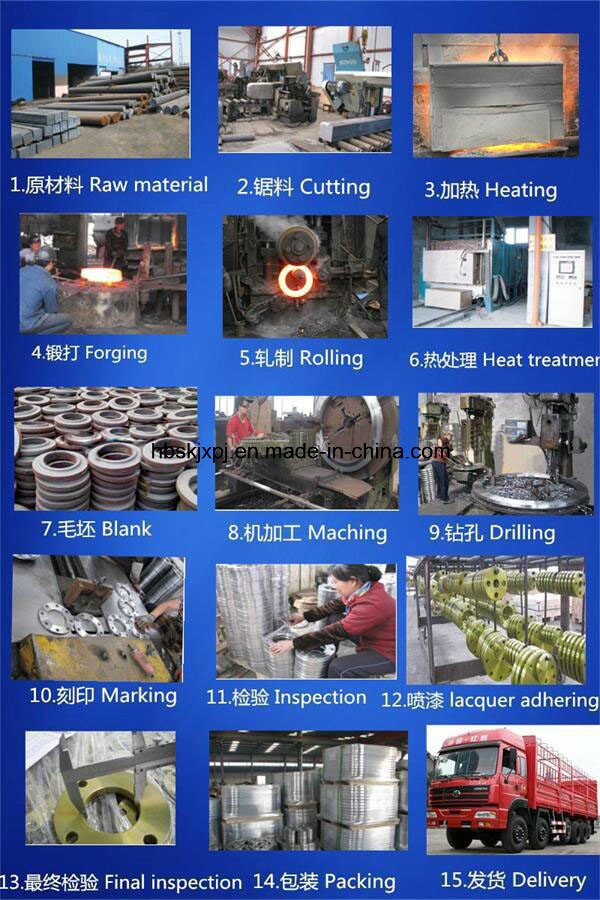
Manufacturing Method: Forging
Size: DN15 - DN3600
Shape: Circular
Trademark: SK
Specification: CE
Origin: Renqiu, Hebei
Product Pictures:
Brief Description:
1. Application:
Used for sealing or connecting pipe/tube lines in various industries.
2. Material:
Available materials include 304, 304L, 316, 316L, carbon steel, and others upon request.
3. Standards:
Complies with ANSI, DIN, JIS, BS, EN1092-1, and other international standards.
4. Size Range:
From DN15 (1/2") up to DN5000 (200").
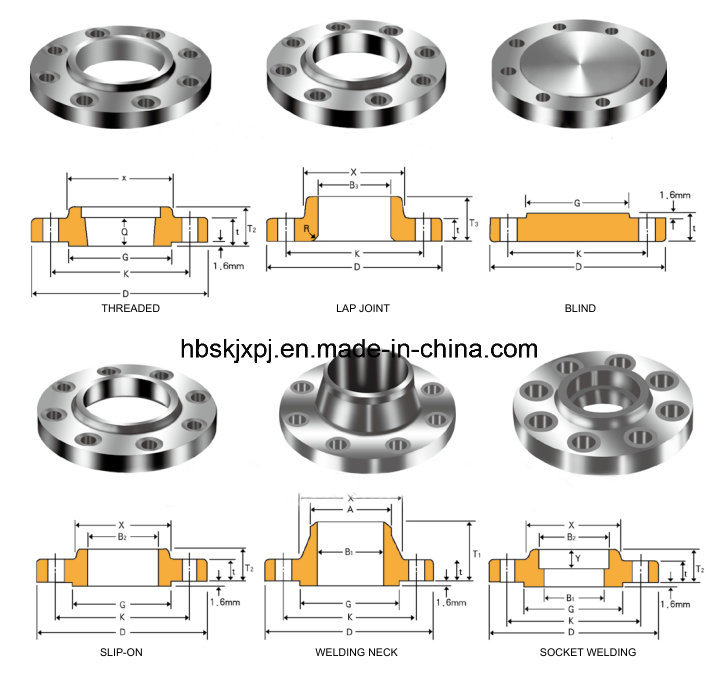
5. Types of Flanges:
Threaded Flanges, Socket Welding Flanges, Blind Flanges, and other specialized flanges.
| Flange Materials | Carbon Steel: ASTM A105, ASTM A350 LF1/LF2, CL1/CL2, A234, S235JRG2, P245GH | ||||||
| P250GH, P280GHM, 16MN, 20MN, 20# | |||||||
| Stainless Steel: ASTM A182, F304/304L, F316/316L | |||||||
| Flange Types | Slip On Plate Flange, Slip On Hub Flange, Bossed FF/RF/RJ | ||||||
| Welding Neck Flange/WN Flange, Loose Flange/Lapped Flange/Backing Flange | |||||||
| Blind Flange/Blank Flange, Lap Joint Flange/LJ Flange, FF(Raised Face), RF(Raised Face) | |||||||
| Socket Weld Flange/SW Flange, Threaded Flange/Screwed Flange | |||||||
| Loose Flange/Lapped Flange, Backing Flange, RTJ / O-Ring | |||||||
| Custom Flange/Special Flange, Hot/Cold/Electro Galvanized Flange | |||||||
| Standards | ANSI/ASME/ASA B16.5, ANSI B16.47 A/B | ||||||
| JIS B 2220, KS B 1503, DIN, UNI, EN1092-1, BS4504 | |||||||
| BS 10 TABLE D/E/F, SANS 1123, SABS 1123 | |||||||
| GOST 12820-80/GOST 12821-80, NFE29203/NS/AS/ISO/AWWA | |||||||
|
Pressure & Ratings |
150LBS, 300, 600, 900, 1500, 2500 ANSI, ASA B16.5 | ||||||
| PN6, PN10, PN16, PN25, PN40, PN64 - DIN/UNI | |||||||
| PN6, PN10, PN16, PN25, PN40, PN63 - EN1092-1/BS4504 | |||||||
| PN0.6Pa, PN1.0Pa, PN1.6, PN2.5, PN4.0 - GOST 12820-80 | |||||||
| PN0.6Pa, PN1.0Pa, PN1.6, PN2.5, PN4.0, PN6.3 - GOST 12821-80 | |||||||
| 600kPa, 1000, 1600, 2500, 4000 - SANS 1123 | |||||||
| 5KG, 10KG, 16KG, 20KG, 30KG, 40KG - JIS B2220/KS B1503 | |||||||
| TABLE D, TABLE E, TABLE F - BS 10, AS2129 | |||||||
| CLASS D, CLASS E, CLASS F, AWWA C207 | |||||||
| Surface Treatment | Rust Prevention, Black Paint Coating, Phosphating Treatment (Black Color) | ||||||
| Varnish Paint Coating, Varnish Oil Coating | |||||||
| Electro Galvanizing Coating (Cold Galvanizing, Golden or Silvery White, Thickness 20~30μm) | |||||||
| Hot Dip Galvanizing Coating (Thickness ~200μm) | |||||||
| Technical | Forging | ||||||
| Application | Waterworks, Shipbuilding, Petrochemical & Gas, Power, Valve Industry, and General Pipe Projects | ||||||
| and more | |||||||
| Inspection | Quality Control System – Well-Equipped Machinery and Skilled Workers | ||||||
| Packing | Wooden Pallets or Wooden Cases, Customized as per Customer Requirements | ||||||
| Payment Terms | L/C or 30% Advance via T/T, Balance Paid After B/L Copy | ||||||
| Delivery Time | 30 Days after Advance or L/C | ||||||
| After-Sales Service | Order and Product Tracking System | ||||||
The CNC quenching system is a highly automated heat treatment equipment that utilizes computer numerical control (CNC) technology to accurately manage the temperature, time, and cooling rate during the quenching process, in order to change the microstructure of metal materials and enhance their hardness, wear resistance, and fatigue resistance. This system is widely used in fields such as mechanical manufacturing, automotive, aviation, and tool steel, and is crucial for improving product performance.
working principle
Numerical control quenching systems usually use induction heating or bath quenching for heating. Induction heating generates eddy currents through electromagnetic induction, rapidly heating metal workpieces above the critical temperature, and then immediately immersing them in quenching media (such as oil, water, or salt solution) for rapid cooling. Bath quenching is the process of preheating the workpiece to a certain temperature and then immersing it in a low-temperature medium for hardening.
system composition
Heating unit: induction coil or heating bath.
Cooling unit: quenching medium and circulating pumping system.
Numerical Control System: Control parameters such as heating temperature and cooling rate.
Workpiece loading and transport mechanism: Ensure precise positioning and movement of the workpiece.
Security protection: monitoring and emergency shutdown mechanism.
Key advantages
Precise control: Setting the quenching path and parameters through software programming, with good repeatability.
Improving quality: uniform hardening, reducing the risk of deformation and cracking.
Energy saving and efficient: fast heating and cooling, saving energy.
Flexible production: adaptable to different specifications and batch sizes.
Automated operations: reduce manual intervention and improve productivity.
Application Cases
Automotive components: wear-resistant parts such as gears, crankshafts, connecting rods, etc.
Aerospace: hardening of high-temperature alloys and lightweight alloys.
Tool manufacturing: cutting tools, mold steel.
Medical equipment: Enhanced treatment of surgical instruments.
Military equipment: firearm components, armor materials.
Technology Trends
With the development of intelligent manufacturing, CNC quenching systems are integrating more advanced technologies, such as machine learning algorithms to optimize quenching processes, sensors to monitor material properties in real-time, and personalized customization. At the same time, we will develop efficient cooling media and improve quenching trajectory planning to further enhance quenching quality and reduce costs. In the future, highly integrated one-stop quenching production lines will become the mainstream of the industry, bringing revolutionary changes to metal processing.
Surface quenching, CNC quenching equipment, heat treatment, high-frequency quenching machine, heating system, quenching machine tool
Ningbo Dedao Electronic Technology Co., Ltd , https://www.nbdedao.com